
The quality of a production process is of crucial importance for a company wishing to stand out above the rest.
This is mainly because the market is becoming increasingly competitive and customers need reliable suppliers capable of meeting their needs in order to ensure a constant standard of quality. And this is where the Cpk method comes in.
If your customers expect you to produce components of a certain and guaranteed level of quality, with no surprises, you might be interested to find out more about the Cpk method.
It is in fact well known that, with this method, you can control the capacity of a process in order to prove, first to yourself and then to your end customer, that the statistical quality control of your department can be both measured and monitored.
If you fail to introduce this measurement method, you will not know how your production process is behaving. And if you are one of the suppliers of components to the Automotive industry, you are likely to incur incalculable damage.
A supply of components machined to the customer’s specifications that turn out to be non-conforming, for example with Cpk values oscillating between 1.33 and 1.67, can lead to damages of a few hundred million euros.
If you are a supplier in the Automotive industry
without a process of statistical quality control, you risk incurring damages of
millions of euros!
This is no joke, even if it might seem a bit of an exaggeration.
To prove this point is a practical example which you may have heard or read about before: when a car manufacturer is obliged to recall a large number of cars in order to replace a potentially problematic component, the reason for this is often a Cpk value which a supplier did not observe.
The resolving of conformity issues on this scale can be extremely expensive for carmakers (with costs running into the millions of Euros).
And guess who covers these costs? Those very same suppliers who produced the faulty component.
Yet by taking the correct preventive action, this sort of damage can be completely avoided.
This is why a statistical quality control process such as Cpk should be implemented for the supply of components to a demanding sector such as the Automotive one.
But we should be clear that the problem affects not just the Automotive sector. In fact, the trend in recent years is that even companies outside the Automotive sector have started to demand these Cpk values in order to avoid problems with the final product and improve quality.
In addition to the Automotive industry,
companies in other sectors have started using Cpk values in recent years
And in my view, this system works very well. Once it has been put in place, it effectively maintains control of the process, providing numerical data that tell you immediately how production is progressing, or indeed if something has gone wrong.
The Cpk system alerts you almost in real time if the production line is deviating from certain parameters in terms of quality. This prevents you from producing thousands of pieces only to discover at the assembly or testing stage (and so too late in the day) that you’ve had problems during production.
Although this method is often regarded with a lot of skepticism, it greatly reduces the cost of producing quality at the initial stage. The reason for this is obvious, because it allows you to take immediate preventive action during the process, correcting the particular anomaly and thus avoiding:
- the higher costs of discarding thousands of pieces
- inconvenience to the end customer
- production penalties
Cpk: what is meant by process capability?
Following an introduction to the concept of Cpk and the statistical process of quality control, we will now explain the idea behind “process capability” in greater detail.
As always, because I am naturally curious, the first question I asked myself many years ago was:
“Why should I be interested in studying the capability of a process?”
My initial suspicion was that it was one of those passing fads devised by an ambitious Quality Manager intent on rising through the ranks of a multinational company, who creates problems for the production department by introducing “academic” methods that are both impractical and inapplicable to the real world of the workplace.
However, my doubts were not so much about the validity of the system, as about its practical applications in the real world: in the production departments of SMEs, operating on tight budgets.
It was certainly the case that this method worked well in contexts such as the Aerospace industry, and I was already aware of several examples.
With these doubts very much in mind, I came across an article by Ben Gunter (1997), written for Quality Progress, in which he stresses how important it is for a company to understand the vital role of constant quality improvement.
“Constant quality improvement” is often interpreted as meaning constant improvement to the quality of a company’s production processes. For many people, the concept of “quality improvement” is associated with actual product quality, and it is generally thought that this improvement can be achieved by using better materials, providing more services, and so on.
But this interpretation of “quality”
leads one to adopt the wrong view!
When we talk about “constant quality improvement” we are referring to improvements in production processes, for it is these that help create value for your company and give life to your product. So, it is a matter of maintaining the same quality, but improving the production method, eliminating certain steps and simplifying the production process. This is so as not to create unnecessary extra costs, to optimize the whole process, and to help the company save money!
Why would these save money? Because they relate to activities that are seen as “superfluous” in the company (MUDA for Lean Manufacturing enthusiasts), while optimizing these activities lowers the cost of the product.
Some examples?
- PROCESSING NON-CONFORMING PRODUCTS
- CARRYING OUT FAULTY ASSEMBLIES
- CONSTANTLY MOVING NON-CONFORMING MATERIAL
- DISASSEMBLING UNITS TO CORRECT ERRORS
- LATE DELIVERIES TO CUSTOMERS
- PENALTIES BY THE END CUSTOMER
- LOSS OF GOOD REPUTATION ON THE MARKET
How much do all these problems cost you? Can you give an estimate?
I’m sure you are fully aware of this, because everyone has faced these sorts of issues and they are a considerable expense.
So what are Process Capability Indices?
I would like to start by focusing on the word CAPABILITY, which can be defined in this context as:
“The ability to take on an assignment and obtain a result that fits the specifications required by the customer”.
As you can see, the starting point is always the market, and I like this very much because the market is the truth, the lodestar that guides us, quite apart from any theories or philosophies.
Indeed, the question that every serious company should ask itself before accepting a new job is: “Are we able to meet the customer’s needs?”
Asking the correct questions right at the start is the way to arrive at the correct answers and discover solutions. If you don’t ask yourself this question and your gut instinct is to take on as many orders as possible, then I have some bad news for you…
You risk doing untold damage!
However, if you’re reading this article, I don’t think you can be that type of company, also because we’re not just referring here to ISO standards or Cpk values.
We’re talking about common sense!
This question seems quite simple, but the problems involved have led to so many studies and discussions all over the world.
Indeed, if you do an internet search, you will see that interest in this topic goes far into the past. The first company to adopt a policy of quality control and continuous improvement was Bell Laboratories. They worked together with Walter A. Shewhart, a pioneer of quality control, and introduced his control charts in the 1920s.
Bell Laboratories led the field in quality control
The Shewhart control charts were one of the first statistical control tools used to monitor the variability of production processes.
More recently, in the 1980s, the Ford Motor Company began using Cpks to measure the performance of its processes. Indeed, the Automotive industry vastly improved its quality control systems during that period.
From 1991 onwards, the three big American automakers (General Motors, Chrysler and the Ford Motor Co.) began to make full use of the control process, and so were able to maximize their production. To the benefit of both themselves and their suppliers.
These three car manufacturers decided to draft a joint reference manual for quality control, in order to standardize the format, reporting system and technical terminology.
The resulting manual was called the “AIAG Fundamentals Statistical Process Control Reference Manual“, and it is still considered an important guide to reporting in the Automotive sector.
Clearly, these indices are increasingly becoming the standard way to glean information with regard to both process quality and the company itself, and are vital for those wishing to win or maintain a position as a professional supplier.
As these motor manufacturers have shown, the value of quality indexes can be measured in the millions of dollars saved over the years.
Quality indices save MILLIONS of dollars!
I think it is clear by now that the right way to develop your company is to map your process using the Cpk method, even if you are not working in the Automotive sector.
If you are interested in this, keep reading, because I’ll explain how to decipher the process capability indices, which measure the number of non-conformities (defects) a process produces in terms of parts per million (ppm).
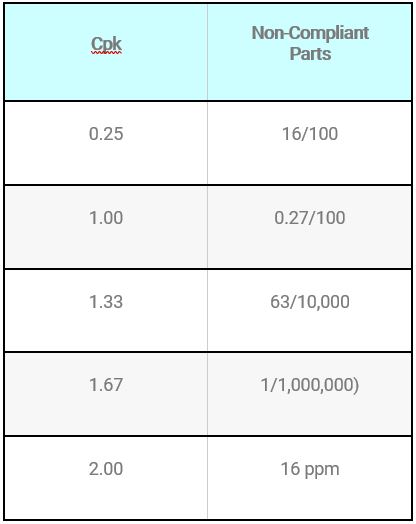
As you can see from the table, as the Cpk value increases, the level of wastage decreases.
In general, the minimum Cpk specification is 1.33. I have never seen a request below this threshold!
Although Cpk 1.33 is the minimum value, Cpk 1.67 is now becoming increasingly requested, but I have rarely encountered requests for Cpk 2.
Wouldn’t you be pleased if your company was producing a batch of 10,000 pieces, and only 63 pieces went to waste? Or, better still, if you were working to Cpk 1.67, and only 1 in 1,000,000 pieces was defective? This is 1 ppm (1 part per million!).
Now that we’ve explained what Cpk 1.33 and Cpk 1.67 actually are, how do they apply in practice?
How to improve Cpk levels in your manufacturing company
As you will no doubt realize, one of the essentials for achieving this objective is to have tools and machines that are very reliable, but above all repeatable.
If the machine is repeatable and consistent over time, it means that once you have set it all up, you can constantly produce pieces to the same tolerance.
In contrast to normal Machining Centers, the PORTACENTER is a machine tool with 3 independent spindles and a unique machining process. This allows you to concentrate your work into a single production process with positive effects on the final Cpk.
With the 3-spindle technology, you can achieve productivity rates 3 times higher than those of a single Machining Center, as to boost your productivity to these levels you would need to install 3 Machining Centers in battery.
But if you have 3 Machining Centers working in series you also have 3 Cpk processes to monitor, and the final Cpk will be the average of 3 values. It’s a complex and unreliable process, involving three times as many variables.
The 3-spindle PORTACENTER provides a solution to this problem, because with 3 spindles working on a single process you only have one Cpk to monitor and 3 times fewer variables.
All this translates into much higher Cpk levels.
And there are also significant advantages over twin-spindle centers. The twin-spindle centers have 2 fixed spindles on the X and Y axes, which work in parallel. This leads to greater rigidity, and requires expensive work on the equipment and tools to achieve high Cpk values.
The PORTACENTER, on the other hand, has 3 independent spindles on all the axes. This is a great advantage because it enables you to have a floating 0 that can be controlled by a software program.
With a twin-spindle center you cannot make these adjustments through the software, because you have to adjust the machine mechanically.
It is easier to make changes to the software, it involves lower working costs and results in higher Cpk indices.
You need a “repeatable center” and the PORTACENTER is just that; it is a highly repeatable machine that allows you to apply these methods, gain great satisfaction and win new customers!
Do you want an example?
Some time ago, we put a 3-spindle PORTACENTER to the test. The contract was with BOSCH and stipulated a Cpk of 1.67 for an aluminum component (i.e. only 1 reject part in 1,000,000).
We satisfied the strict tolerance requirements for BOSCH parts, exceeding expectations with a Cpk of over 1.67.
How did we manage to achieve this result?
It was thanks to the system of 3 spindles in a single process, which allows you to minimize variables and use a single Cpk value, with 3 machining operations working at the same time!
Now it’s up to you!
Whatever sector you are operating in, would you like to radically improve the Cpk levels for your processes and so meet your customers’ requirements more fully?
Ask for a FREE consultation with one of our TECHNICAL TUTORS.
Phone: +39 030 800673
Email: info@portaproduction.com
To learn more about Competitive Production and PORTA Production Method
CLICK HERE >>> www.machiningcentersbook.com <<<
My book dedicated to users of machine tools who want to make the leap in quality is waiting for you!!!
To your results, Maurizio Porta
Master Trainer PORTA PRODUCTION METHOD
Leave a Reply